2.Underground coil storage systems:
This type of coil storage system that was firstly developed and used by Kalup Co. is able to considerably increase the capacity of production line; compared to the usual storage devices called accumulator, this system does not need constant repair and enormous place for installation. 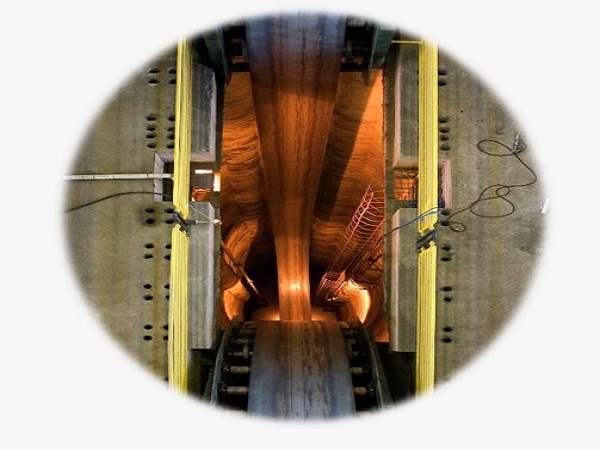




.JPG)