
مقاطع توخالی ساختمانی ( H.S.S )
مقاطع سازههای فولادی ساختمانی یا قوطی(Hollow Structural Sections) نوعی پروفیل فلزی(فولادی) بسته میباشد که به شکل مربع، مستطیل و یا دایره تولید میگردد و راهکاری نوین در طراحی سازههای فولادی میباشند که طی سالهای اخیر و با توجه به مزیتهای متعدد آنها, توسط طراحان، سازندگان و معماران ارشد توصیه شدهاند.
با توجه به استحکام و مقاومت بسیار زیاد این مقاطع و همچنین نصب سریع و نقش آنها در ایجاد انعطاف در طراحی، منجر به ایجاد تنوع فراوانی در معماری نوین گشته و کاربرد وسیع این مقاطع در ساخت ساختمانها، پلها، استادیومها و سازههای فضاکار(Space Frame) را در پی داشته است.
هم اکنون کارخانجات کالوپ با ظرفیت تولید سالانه حدود 350,000 تن قادر است مقاطع تو خالی را در انواع و سایزهای مختلف با کیفیت فولاد St37 تا St52 تولید نماید.
مزایا:

استانداردهای قابل تولید:
DIN 2359 Part 3
DIN EN 10219-2
ASTM A500 Grade B
ISIRI7336
JIS 3466
ویژگیهای خط تولید:
- سرعت خط تولید: 8 الی 15 متر بر دقیقه
- طول قابل تولید مقاطع: 6 الی 12 متر
جدول مشخصات فنی محصول
| کیلوگرم بر متر (kg/m) | ابعاد (میلیمتر) (Dimension(mm | ضخامت (میلیمتر) (Thickness(mm | |||||||
| 4 | 5 | 6 | 6.3 | 8 | 10 | 12 | 15 | ||
| مربع Square | 140 * 140 | 16.8 | 20.7 | 24.5 | 25.4 | 31.4 | 38.1 |
|
|
| 180 * 180 | 21.8 | 27 | 32.1 | 33.3 | 41.5 | 50.7 |
|
| |
| 200 * 200 | 24.3 | 30.1 | 35.8 | 37.2 | 46.5 | 57 |
|
| |
| 220 * 220 | 33.2 | 39.6 | 41.2 | 51.5 | 63.2 |
|
| ||
| 250 * 250 | 38 | 45.2 | 47.1 | 59.1 | 72.7 |
|
| ||
| 260 * 260 | 47.1 | 49.1 | 61.6 | 75.8 | 104 | 112 | |||
| 280 * 280 |
|
| 50.9 | 53 | 67 | 82.8 | 122.4 | 136.8 | |
| 300 * 300 | 54.7 | 57 | 71.6 | 88.4 | 132 | 151.7 | |||
| مستطیل Rectangle | 180*100 | 16.8 | 20.7 | 24.5 | 25.4 | 31.4 | 38.1 | ||
| 250*150 | 30.1 | 35.8 | 37.2 | 46.5 | 57 | ||||
| 260*180 | 33.2 | 41.2 | 51.5 | 63.2 | |||||
| 300*150 | 40.5 | 42.2 | 52.8 | 64.8 | |||||
| 300*200 | 45.2 | 47.1 | 59.1 | 72.7 | |||||
| 350*250 | 96.6 | 72.6 | 91.2 | 111.3 | 132 | ||||
فرآیند ساخت و تولید:

1- پردازش کلاف:
رول ورق توسط غلطکهای موجود در خط تولید که با فواصل مختلف از هم قرار گرفتهاند به صورت ورق مسطح در میآید.
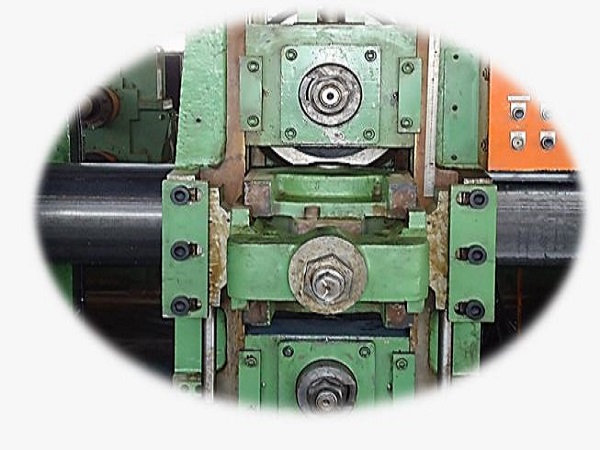
2- نورد لبه ورق:
این ماشین لبههای ورق را نورد نموده و آنها را برای شرایط بهینه جوشکاری براساس استاندارد DIN ، ASTM و .. آماده مینماید.

2- نورد لبه ورق:
این ماشین لبههای ورق را نورد نموده و آنها را برای شرایط بهینه جوشکاری براساس استاندارد DIN ، ASTM و .. آماده مینماید.
3- شکلدهی:
در این مرحله از تولید ماشینها و دستگاههای مختلف ورقهای مسطح شده را به شکل لوله در میآورند, این قسمت خود شامل موارد زیر میباشد:
در این مرحله از تولید ماشینها و دستگاههای مختلف ورقهای مسطح شده را به شکل لوله در میآورند, این قسمت خود شامل موارد زیر میباشد:
- - آمادهسازی قبل از شکلدهی
توسط غلطکی رولهای مسطح ورق اندکی خم و برای شکلدهی نهایی آماده میشوند.
- - فرم دهی
ورقهای فولادی با گذشتن از استندهای متعدد و فرمگیری توسط تعدادی غلطک، به شکل لوله فرمدهی میشوند.
- - سایزدهی
لولهی تولید شده پس از نورد مجدد توسط تعدادی غلطک، به قطر نهایی مشخص شده در استاندارد رسیده و فرآیند شکلدهی تکمیل میشود.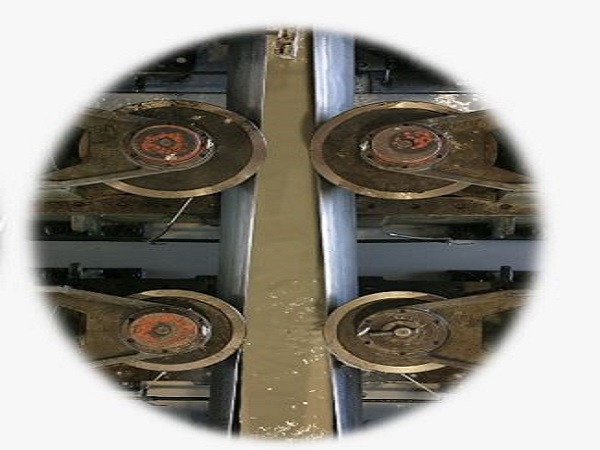
این دستگاه با ظرفیت 500 KW قادر است در هر دو حالت CONTACT و INDUCTION لبههای آماده شده ورق را به یکدیگر جوش دهد.
5- برادشتن اضافه جوش:
در این قسمت اضافه جوش بوجود آمده در حین پروسه جوش لبهها، کاملا برداشته میشود و یک سطح صاف و صیقلی در محل خارجی بدست میآید.
6- تست Eddy-Current:
این دستگاه تشخیص عیوب احتمالی در محدوده درز جوش و HAZ را بلافاصله پس از جوش امکانپذیر میسازد و لذا قادر خواهد بود محصول معیوب را بلافاصله از خط تولید خارج نماید.
7 - فرم دهی نهایی:
بخش عمدهی فرآیند شکلدهی و سایز کردن مقطع از شکل لوله به شکل چهارگوش در این بخش از خط تولید توسط غلطکهای مختلف انجام میپذیرد.
8-برش و خط خروجی:
در انتهای خط، مقطع تولیدی توسط دستگاه برش بریده شده و به محل پایانی خط جهت کنترل کیفیت منتقل میگردد.

در نهایت محصول نهایی از لحاظ کیفیت جوش و همچنین ابعاد صحیح و انحنای گوشهها مورد بازبینی قرار میگیرد و در صورت صحت محصول به قسمت انبار جهت بارگیری منتقل میشود.