- مجهز به چاه برش جهت سنکرون کردن سرعت ورودی و خروجی
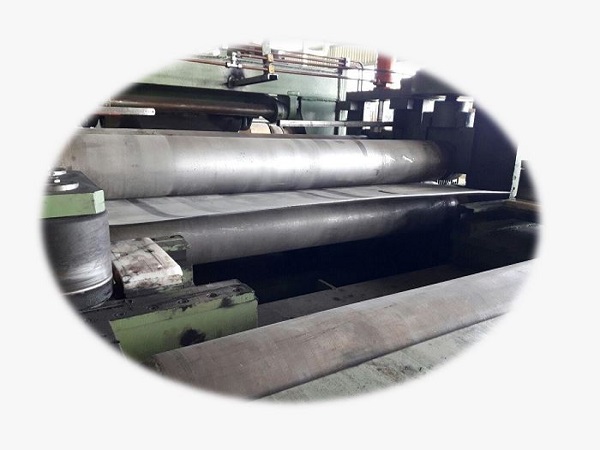
برش عرضی ورق ( Slitting )
مرکز خدمات فولادی کالوپ به عنوان یک واحد تولیدی - خدماتی، در جهت تسهیل و سرعت بخشیدن به فرایند تامین محصولات فولادی مورد نیاز مصرفکنندگان نهایی بازار فولاد قادر به ارائه خدمات برش عرضی ورق (رول به رول - Slitting Machine) میباشد.
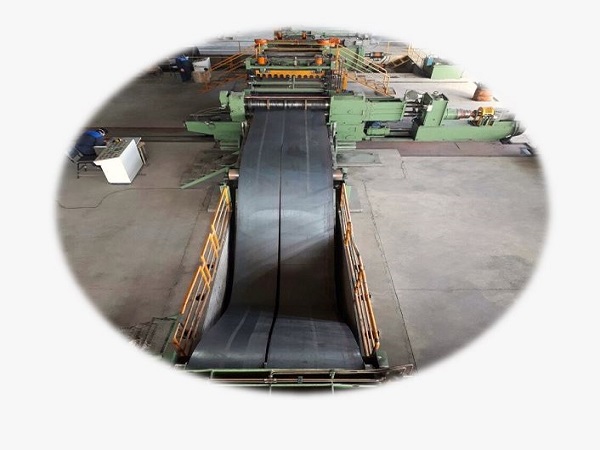
این مرکز با قابلیت برش رول بصورت دقیق و مطابق با ابعاد و اندازههای مورد نیاز مشتری, برای کلیه مصارف لولهسازی, ساختمانی و .... در کشور راهاندازی شده است.
تکنولوژی مورد استفاده در این مرکز برای اولین بار در ایران برای خدمات برشکاری ورقها با کیفیت تضمین شده توسط مرکز خدمات فولادی کالوپ (SSC) ارائه گردیده است.
ویژگیهای خط برش عرضی ورق مرکز خدمات فولادی کالوپ:
- قابلیت تنظیم عرض مورد نظر در دستگاه برش
- لبههای دقیق برش برای استفاده در تولید لوله و پروفیل
- سرعت خط بصورت زمان برش هر کلاف حداکثر تا 15 دقیقه
- بستهبندی اتوماتیک
- ضخامت قابل تولید: 4 الی 10 میلیمتر
- عرض قابل تولید: 50 الی 1550 میلیمتر
جدول مشخصات فنی محصول
| مشخصات کویل ورودی و خروجی | ||||||
| کویل ورودی | کویل خروجی | |||||
| ضخامت کویل: 2 الی 10 میلیمتر عرض کویل : 550 الی 1650 میلیمتر وزن کویل: حداکثر 30 تن | ضخامت کویل | 4 | 6 | 8 | 10 | |
| تعداد برش | 14 | 8 | 5 | 3 | ||
| تعداد کویل خروجی | 15 | 9 | 6 | 4 | ||
| عرض کویل خروجی: 50 الی 1550 میلیمتر | ||||||
فرآیند ساخت و تولید:
UNCOILER –1: وظیفه تحویل COIL از COIL CAR برای بازکردن و نگهداری COIL در مرکز خط تولید را برعهده دارد.
PINCH ROLL – 2: این تجهیز وظیفه گرفتن ورق باز شده از کوبل برای صاف کردن و هدایت آن تا قسمت SLITTER HEAD را برعهده دارد.
LEVELLER-3: وظیفه مسطح کردن و از بین بردن تنش های احتمالی موجود در ورق بر عهده این واحد می باشد.
SHEAR -4: دستگاه مورد نظر وظیفهی بریدن و تعامد سر ورق را بر عهده دارد.
ARM -5: وظیفه انتقال سر ورق به سمت جلو و سر ورق بریده شده بر روی گاری بر عهده این ابزار است.
STRIP GUIDE & PINCH ROLL-6: وظیفه هدایت سر ورق به سمت SLITTER HEAD و نگهداشتن ورق در مرکز خط تولید در حین برش بر عهده این ابزار است.
SLITTER HEAD-7: جز اصلی و مهم خط بوده و وظیفه برش ورق بر عهده این دستگاه می باشد.
SCRAP WINDER-8: در صورت لبهبرداری ورق این ابزار وظیفه جمع کردن SCRAP را بر عهده دارد.
ROLLER TABLE-9: این میز برای انتقال ورق به سمت LOOPER طراحی شده است.
LOOPER-10: برای سنکرون کردن سرعت ورودی و خروجی استفاده میگردد.
RECOILER-12: جمع کردن کویل بریده شده بر عهده این قسمت است.
SEPARATOR- 13: وظیفه جداسازی کویلهای بریده شده در حیطه وظایف این بخش میباشد.
